Are you worried about the grinding wheel's scratching issues? It’s okay. We know that the immaculate finishing of the workpiece is not a walk in the park. Proper knowledge of every aspect involved is crucial for a presentable final product. Otherwise, certain scratching factors can secretly degrade and ruin your hard work in no time.
So, to protect you from this frustrating situation, this blog will discuss the most important factors influencing scratching on the grinding wheels in complete detail. So keep learning!

Figure No 1 Factors Influencing Scratching Of Grinding Wheels
“Scratching is the poor surface finishing of the workpiece due to uneven grating by the grinding wheels.”
What’s worse when you pass a product through several processes, and finally it comes out scratched? Scratching degrades the work piece's presentation and performance and affects its life span. Moreover, the unpleasing surface of the final article cuts its price in half, which is no doubt disturbing for operators and marketers.

Figure No 2 Scratching Of The Workpiece.
Although minor marks are ignorable, how can we ignore significant surface defects like deep ridges and gashes? Exactly! We can’t. Therefore, to solve the problem, we should first determine the root of the problem, such as what factors are contributing to the degrading of our valuable products. So, let’s delve into it!
“Grit size is the actual size of the abrasive material particles on the grinding wheels.”
Grit size generally ranges from 12 grit ( 12 grains per inch) to 220 grit (220 grains per inch). If the grit size is larger, the grinding wheel particles will be finer, and your product will achieve maximum finishing. Likewise, if the grit size is lower, it will provide a fast but coarser finish.
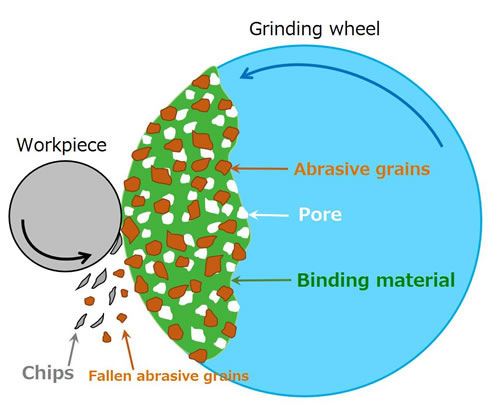
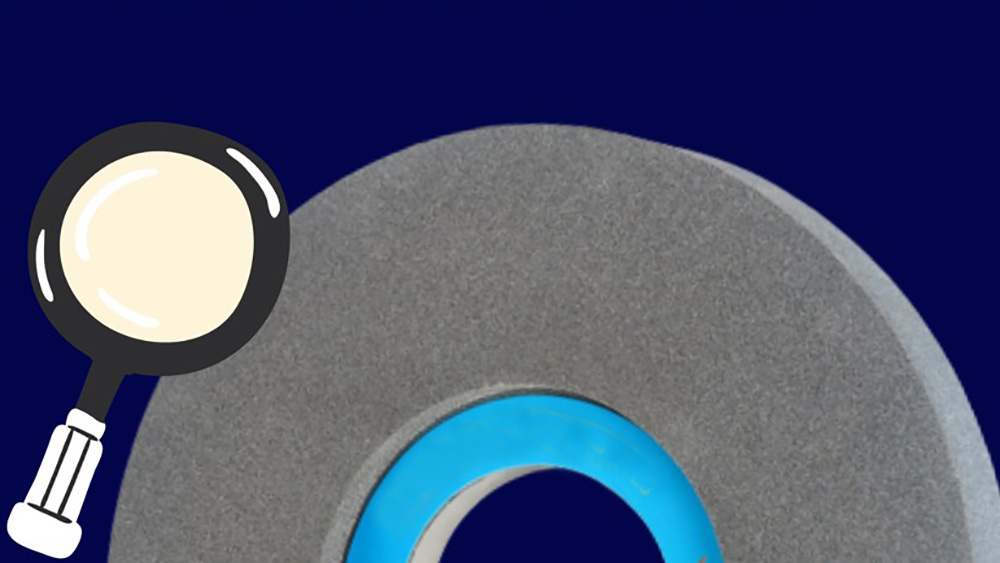
Figure No 3 Abrasive Grains On Grading Wheel
As part of a grinding wheel, the improper size of abrasive particles directly affects the operational functionality of the grinding wheel. For example, if the particles are oversized, they may exert extra force on the workpiece, which could be the reason for deep scratches. In contrast, mini-size particles can cause wheel clogging.